 |
| July 17, 2012 | Volume 08 Issue 27 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Team puts their heads together to create
first laser-sintered cranial implant geometry
EOS, Within, and others help Custom IMD optimize a PEEK skull prosthesis.
Now that knee and hip replacement have become increasingly routine, the next challenge in artificial human bone is certainly the skull. Whether through birth defect, accident, or disease, any breach of the cranium jeopardizes the fragile brain and needs fixing as quickly as possible. Yet, since every patient's injury is unique, replacing that lost bone must be done on a case-by-case basis.
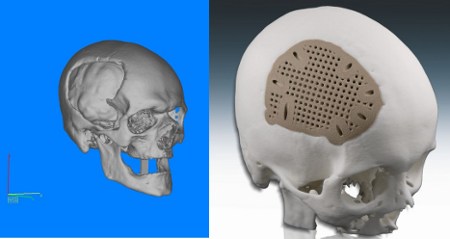
Skull injury (left) and model (right) showing laser-sintered PEEK cranial implant geometry.
Titanium-plate cranial implants, customized with CAD/CAM-processed CT data, have been the most-used solution to date. But the material and the machining methods approved to produce them can be expensive and time consuming. Furthermore, although biocompatible, titanium is relatively stiff compared to bone and in some forms can be temperature-conductive after implantation. This can lead to long-term issues with fit and comfort in the skull.
PEEK gains ground as a titanium alternative for implants
More recently, the focus has turned to cranial implants made from PEEK (polyetheretherketone) plastic. PEEK's lighter weight, strength, biocompatibility, and other characteristics make it an attractive alternative to titanium. A line of custom-milled PEEK-based skull implants made by a U.S. company received FDA approval this spring. And the first-ever laser-sintered PEEK cranial implant prototype has now been created by a team of doctors, design engineers, and materials specialists working together in a European Union-funded research project called Custom IMD.
The laser-sintered implant geometry has a unique, bone-growth-promoting lattice structure that can only be created with additive manufacturing. Extensive laboratory evaluation has been performed, and animal testing is underway.
The goal of the Custom IMD project which was partially funded by the European Commission in its 6th Framework Program and involved 22 partners from seven European countries was to achieve supply-chain integration of fully customizable medical implants, with cranial, dental, and spinal applications, in a variety of metals and plastics. The ultimate aim was a 48-hr turnaround and lower medical expenses for every patient needing an implant.
Additive manufacturing from EOS meets the requirements of complex PEEK geometry

EOSINT P 800 laser-sintering system used to manufacture high-temperature PEEK cranial implant prototypes for Custom IMD research project.
After deciding on PEEK for the cranial portion of the project, Custom IMD asked leading laser-sintering machine manufacturer EOS to join them. EOS' high-temperature EOSINT P 800 system is the first to operate at up to 385°C, which is needed for processing high-performance polymers like PEEK. The company's additive manufacturing technology also offered design freedom and rapid production turnaround times that were ideal for exploring innovative solutions to the cranial implant challenge. While EOS can supply technical-grade PEEK HP3 (with an even higher melting point than standard PEEK), in this case it was decided to use the established PEEK formula.
"PEEK offers many benefits as an implant material," says Joerg Lenz, EOS collaborative projects coordinator, who gave a presentation on the team's research results at the Medical Device & Manufacturing West show in early 2011. "In addition to its desirable weight and strength characteristics, PEEK provides mechanical flexibility and translucency to CT, x-ray, and MRI scans, and its chemical stability and high melting point accommodate all methods of sterilization."
When used in conjunction with additive manufacturing, PEEK can also be sintered into highly complex geometries that promote osseointegration the infiltration of a patient's own bone cells (osteoblasts) into the structure of an implant over time. Conventionally machined or molded implants (either titanium or PEEK) can include holes to accommodate this tendency for bone ingrowth. But because laser-sintering is an additive 3D manufacturing process, it can produce much more intricate structures, free of the constraints of traditional methods, that are impossible via any other technology.
"With any medical implant design we are trying to replicate nature as best we can," says Lenz. "For the Custom IMD project, the design flexibility offered by laser-sintering allowed us to envision a unique PEEK lattice structure that follows the curve of the skull and provides an ideal platform for osseointegration."
To further promote bone growth, the finished structure was infiltrated with a bioabsorbable polymer filled with 50% hydroxylapatite, the calcium-phosphate complex that is the primary mineral component of natural bones and teeth and gives them their rigidity. The polymers and bioceramics were provided by Suprapolix and Xpand Biotechnology (The Netherlands). After the polymer-filled PEEK implant geometry would be surgically attached to the skull with titanium screws using a newly developed fixing design, osteoblaths are expected to infiltrate the polymer, connect with the implant itself, and eventually replicate many characteristics of the original bone.
Multi-year research brings in a team of experts
Although laser-sintering can now deliver samples of this type of PEEK cranial implant in a matter of hours, developing the optimum configuration for the Custom IMD part involved a dynamic partnership of physicians, technicians, and designers that spanned several years. AZM University Hospital Maastricht (The Netherlands) and the University of Hasselt (Belgium) provided medical advice and analysis.
The first step in the systematic design evaluation process was to make a side-by-side comparison of a solid laser-sintered titanium skull plate and a PEEK one, both based on CAD models built from patient-specific CT scan data. The titanium plate was manufactured with EOS' direct metal laser-sintering (DMLS) technology; all PEEK geometries were built with the aforementioned P 800. Finite element analysis (FEA) used to evaluate the mechanical properties of the two designs showed that the PEEK version needed to have a thickness of 8 mm to 9 mm, which corresponds to the thickness of the skull in the affected area. Since fixing the PEEK plate in place could not be done with the thin clips that worked in titanium, tangential holes were designed in for screws to attach the plate directly to the skull. "The end result was a solid PEEK implant that fit well," says Lenz. "But it had little potential for bone ingrowth."

Early design concept shows PEEK scaffold structure that was manufactured in one piece using laser-sintering from EOS.
The next step in the evolution of the design was to create a scaffold understructure with internal spacing that would promote osseointegration. TNO (The Netherlands) helped with scaffold concepts. Much like interwoven struts under the arch of a bridge, the scaffold would distribute weight and provide good strength while using less material. Working together using a commercial design software, the engineering team provided input as to the optimum thickness of the struts, the neurosurgeons proposed lattice dimensions that would be ideal for bone cell infiltration, and the polymer group suggested pore-size parameters for accommodating the bioabsorbable material. To aid in the discussion, sample versions were produced with EOS' P 800. However, the ultimate design, a uniform scaffold with edges cut to shape, showed significant stress peaks in FEA simulations and insufficient mechanical strength in testing, indicating it was still not as strong as the team would like.
Optimizing implant design by going Within'
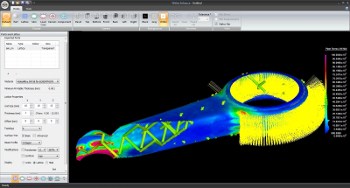
Screenshot showing analysis of generic complex component being optimized by Within's software for lightweighting and buildability. Note internal lattice structure. Yellow lines emanating from circular portion of structure at right represent the pressure exerted on the part.
So the group turned to a new type of design software from Within Technologies Ltd., U.K., that generates scaffolded lattices that can be customized to follow the contours of any desired part shape. Within's Enhance tool controls not only the design of the internal lattice (resolution, strut thickness, and topology), but also the width of the part's walls or skin in a fluid and continuous fashion. Once an object is defined, in order to predict its real-world behavior, the Within model is integrated with FEA in a feedback loop that allows rapid iteration between optimizing the design and seeing how it will perform under stress.
The complex CAD geometries that are produced by this evaluation process are excellent candidates for laser-sintering, according to Within's managing director, Dr. Siavash Mahdavi. "We've been working with additive manufacturing in metal spine, hip, and other implant geometries for a few years now," he says. "This Custom IMD cranial implant research was our first PEEK design, but I was already fully convinced of the value of laser-sintering for producing patient-specific implants with optimized characteristics designed right in."

Finished PEEK implant design (left) was infiltrated with a bioabsorbable polymer/ceramic hybrid material (right, shown in an earlier model without rim) for promoting bone growth.
Employing the new software, the group came up with scaffold geometry that satisfied everyone's requirements for the cranial implant (mechanical properties were targeted to meet all required ISO values for PEEK). A rim was added around the edge of the part to give it a solid border for optimum fit to existing skull bone. "With this version, we saw no stress peaks in the structure at all," says Lenz. "FEA simulations, and then mechanical testing to confirm that our boundary conditions and other assumptions were correct, showed that we had come up with a strong, functional implant design."
EOS' manufacturing technology speeds part turnaround time
The implant prototype could withstand greater than 100 megapascals (MPa) of pressure with minimal deflection, and any stress at impact dissipated quickly without being transferring to the skull. Further input from one surgeon led the group to add additional holes inside the rim border for even greater potential for osseointegration. "This kind of last-minute design change was easy to modify and virtually optimize with the software and could be promptly manufactured with our machine, then re-verified with physical testing," notes Lenz.
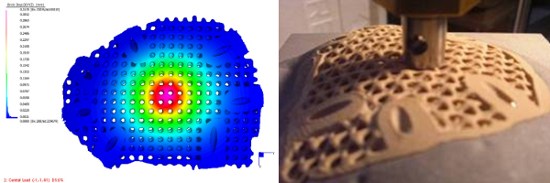
FEA results (left) were compared with values measured during mechanical testing (right) to prove out the strength and measure displacement of different implant designs.
With their idealized design validated for strength, the research team still wanted to prove out their concept with the kinds of additional ISO-standards testing that future FDA applications would require (FDA approves materials in finished devices, not materials alone, so every new device configuration requires complete re-certification). They subsequently performed:
- Polymer infiltration trials (by TNO) demonstrating even distribution of the polymer. These also revealed the benefits of the roughened lattice surface that laser-sintering could produce to enhance adherence by the polymer.
- Sterilization (electron beam, by LasMed) validation with both high-temperature gel permeation chromatography (GPC) and infrared spectroscopy (ATR IR). These showed that the molecular weight of the PEEK samples was the same before and after electron-beam treatment, demonstrating no detectable degradation.
- Biocompatibility testing, which proved the implant to be non-cytotoxic, non-haemolytic, non-pyrogenic, non-irritant and causing no sensitization response. Contributors to these latter tests were LasMed (Poland), Tecnalia (Spain) and Rapra (U.K.).
Technology that benefits both patients and physicians The socioeconomic benefits of future laser-sintered PEEK implants could be considerable, Lenz believes. "With precise customization and better fit, such implants would require less time in surgery and provide greater comfort to the patient," he notes. "There are labor and material savings as well as potential improved health gain."
Adds Dr. Mahdavi, "Now that both custom implant design and rapid manufacturing can be done automatically, we envision a future where any surgeon in the world can simply send the MRI scan of their specific cranial implant requirements to a single computer that creates the CAD design, prepares an FEA validation report, then sends the data to an additive manufacturing machine where the part is quickly built and then returned to the doctor. From a technical point of view, everything is there."
Source: EOS
Published July 2012
Rate this article
View our terms of use and privacy policy