 |
| November 01, 2016 | Volume 12 Issue 41 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Light, strong, and defect-free laser welding: Perfecting the process for the automotive industry
Between the needs of reducing emissions, constantly improving safety, and keeping costs low, the automotive industry faces challenges arising from recent shifts toward eco-friendly vehicles. Engineers at ArcelorMittal are optimizing the use of material for automotive design that meets safety standards and decreases environmental footprint.
By Lexi Carver
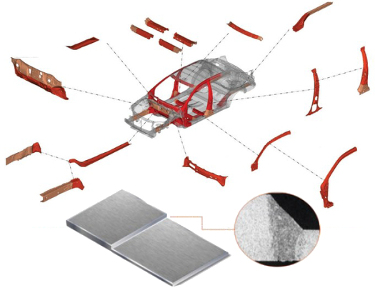
Figure 1. Top: Examples of regions where laser welded blanks may be used. Orange indicates components where properly designed LWBs can contribute to weight reduction, such as the B-pillar, side members, tunnel, and door rings. Bottom: A laser welded blank with a zoomed section showing the butt weld.
Safety. Environmental impact. Cost-effective design. The number of factors an automotive manufacturer must consider when developing a car is staggering. With safety standards that continue to evolve over time, and the ever-present need to reduce emissions and price, one area that has major impacts on all of these concerns is the design and weight of the vehicle.
Automotive manufacturers rely on laser welded blanks (LWBs), which comprise metal sheets of different thicknesses and grades, to minimize and control the amount of material employed in different regions of a car, such as the frame and body (see Figure 1). Among other regulations, these blanks must keep up with crash safety requirements.
Enter ArcelorMittal, a company that produces strong, high-quality steel. Through numerical simulation, they are optimizing their welding process of LWBs to create blanks that ensure proper performance and minimize part weight by finding the best combination of different grades and thicknesses in their welded steel sheets.
Meeting crash and emission requirements
"We optimize steel placement so that certain regions of a car are thinner and lighter but still strong enough, using advanced high-strength and press-hardened steels. Ultimately, we want excellent weld quality that meets safety requirements for crash tests," remarks Dr. Sadok Gaied, who manages a team at ArcelorMittal working on numerical simulation of welding. For a weld to be considered safe, it cannot crack, break, or otherwise fail during a test.
ArcelorMittal uses laser welding to transform solid steel into molten metal by providing a concentrated heat source, allowing for narrow, deep welds (see Figure 2). "The high-power laser applies so much energy that some of the metal vaporizes. When the steel melts, its density suddenly decreases and volume and material movement increase, generating a very high-pressure vapor. This creates a keyhole,' a narrow hole at the point of laser impact," Gaied explains. "Then the surrounding steel melts, forming a molten pool. When that cools, it creates a connection between the two sheets of metal."
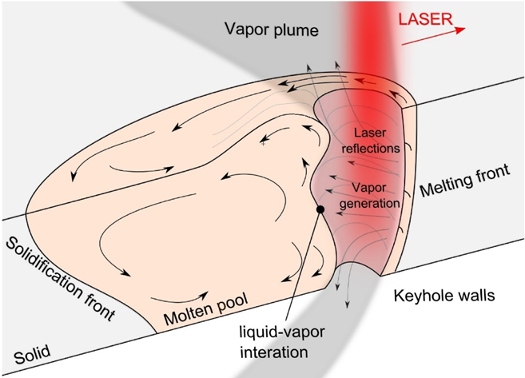
Figure 2. Keyhole creation and the molten steel pool during laser welding. The keyhole migrates as the laser moves along the seam between two sheets, with molten steel filling in the space around and behind it as it travels.
"Most mechanical failures originate from defects in joining, because the joint is where different materials are connected. If the joint is done improperly, you can end up with stresses that are too high." Welding with inappropriate parameters can also create instabilities that result in porosity in the weld, partial penetration, or undercutting, which results in a weaker connection. Examples of different weld defects are shown in Figure 3.
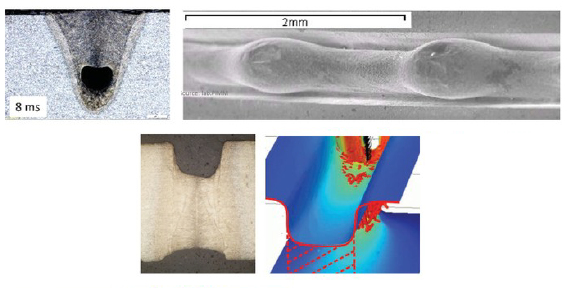
Figure 3. A hole due to inappropriate collapse of the molten metal (top left) and a bubbly weld due to complex hydrodynamic behavior (top right). Bottom: Undercut geometry in the form of grooves at the top and bottom of the weld, caused by the ejection of molten steel, where a gap is left between two sheets (left). Simulation results show fluid distribution near the keyhole and the predicted undercut in the weld geometry (right).
"To predict defects for different welding situations, we use numerical simulation that allows us to investigate the effects of changes in parameters like the laser power level," Gaied continues. "In this way we can virtually test how operating conditions affect the likelihood of defects, as well as predict the fluid dynamics, thermal behavior, and final shape of the weld."
Understanding how operating conditions impact weld quality
With the number of factors influencing the quality of a weld, the devil's in the details: laser power, material reflection off the laser beam, welding speed, and wavelength affect behavior around the keyhole such as heat transfer, phase change, and fluid flow. In particular, the keyhole angle and shape of the molten pool influence fluid flow behavior resulting from the phase change and thermal loading.
"Fluid, thermal, and electrical behavior are all intertwined here," Gaied says. "It's very important to know what's happening in the weld in order to prevent defects. We needed to study all the physics together in order to track the fluid flow in and around the keyhole and understand its effect on the weld stability."
Gaied's team collaborated with Mickael Courtois, Muriel Carin, and Philippe Le Masson from Université Bretagne Sud and used COMSOL Multiphysics software to analyze the temperature distribution in the molten and solid steel, the angle of the keyhole, and the fluid flow field as they change throughout the welding process. They included several studies in one COMSOL simulation, beginning with an electromagnetic model that determined reflection and material absorption properties based on the angle of the laser's reflection (see Figure 4).
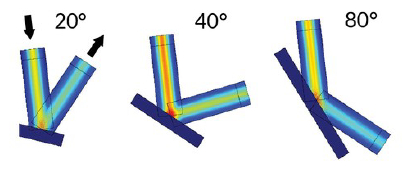
Figure 4. COMSOL simulation of the laser reflection. Results show the electric field norm for different angles of reflection, resulting in different amounts of energy absorbed.
They also tested changing the power level, wavelength, and welding speed in order to predict the keyhole shape for different operating conditions. This model described the heat transfer and phase change as the metal melted, allowing the team to analyze the resulting vaporization, fluid dynamics of the liquid-vapor interface, and the growth of the molten pool (see Figure 5).
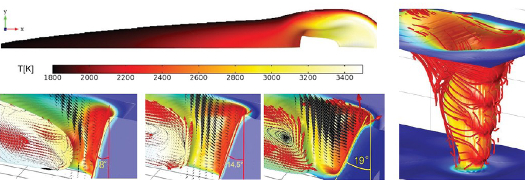
Figure 5. Top left: Temperature field in the molten steel flowing around the keyhole. Bottom left: Results showing capillary inclination (keyhole angle) for different welding speeds, the temperature field in the surrounding metal, and the fluid flow field in the molten pool and the keyhole (arrow plots). Right: Three-dimensional view of the fluid flow directly around the keyhole during its formation [1].
Modeling coupled behavior sheds light on final weld results
To predict the final shape of the joint, Gaied's team and the team from Université Bretagne Sud then modeled the penetration depth of the weld as a function of welding speed, laser power, and the size of the keyhole, based on results from their earlier study.
Full penetration into the sheets is required for a high-quality weld; partial penetration can occur when energy density is limited, at low power or high speed. Partial penetration can cause undercuts, resulting in a gap remaining between the two blanks (see Figure 6).
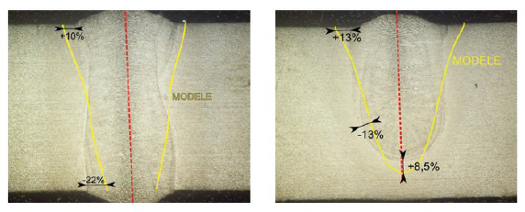
Figure 6. Comparison between COMSOL results (yellow curve) and experiments showing the penetration depth and shape of the weld defect. Penetration depth for welding speeds of 6 m/min. (left) and 8 m/min. (right) with a 4-kW laser. The slower case achieves full penetration, indicating sufficient energy density in the deposition. The faster case results in only partial penetration, indicating that there was not enough energy to create a high-quality connection. [2]
Perfected welding techniques for safety and emission reduction
Offering the right LWBs to their customers -- with the appropriate steel grade and sheet thicknesses to accommodate crash test specifications, weight requirements, and cost -- requires choosing the right combination of welding parameters. Based on their simulations, Gaied's team helps to determine a range of operating conditions for defect-free joints.
"Being able to understand these interacting physical phenomena and run a simulation that combined them all, rather than running multiple studies in parallel, was of huge benefit to us," Gaied concludes. "We're helping the automotive industry decreasing car weight, and making sure that our welds that they are of high quality and safe for drivers."
References
- M. Courtois, M. Carin, P. Le Masson, S. Gaied, M. Balabane. "Guidelines in the experimental validation of a 3D heat and fluid flow model of keyhole laser welding." Journal of Physics D: Applied Physics (2016), 49 (15).
- M. Courtois, M. Carin, P. Le Masson, S. Gaied, M. Balabane. "A new approach to compute multi-reflections of laser beam in a keyhole for heat transfer and fluid flow modeling in laser welding." Journal of Physics D: Applied Physics (2013), 46 (50).
This article originally appeared in "Multiphysics Simulation: An IEEE Spectrum Insert 2016," sponsored by Comsol. Reposted with permission from COMSOL. Read the entire issue here.
Published November 2016
Rate this article
View our terms of use and privacy policy