 |
| February 12, 2019 | Volume 15 Issue 06 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Engineer's Toolbox:
Self-clinching fasteners design tips
By Leon M. Attarian, PennEngineering
Case study:
A manufacturer traditionally had used 56 M1.2 screws to hold a keyboard assembly in place, but made a switch to clinching micro pins. This substitution eliminated the time-consuming task of tapping 56 holes in each assembly and ultimately streamlined the assembly process. The pins are simply pressed into place, do not require any rotation for permanent installation, and displace very little material during the process.

As this application example demonstrates, the process of considering (or reconsidering) methods to attach thin metal assemblies and/or components often can suggest different and, sometimes, more practical approaches. Self-clinching fasteners in all their types and styles have logged a long history as ideal solutions for thin metal attachment challenges. They provide permanent and reusable load-bearing threads in sheets too thin to be tapped or where extruded or stamped threads would be impractical.
Self-clinching fasteners will allow for component removal and re-attachment whenever needed for access or service, often will dramatically reduce the amount of attachment hardware (such as loose washers, lock washers, and nuts), and usually will require only a single mating piece to complete final component attachment. Fewer parts promote lighter designs, quicker assembly, and lower production costs - and, when installed, self-clinching fasteners will not loosen or fall out and never have to be handled again.
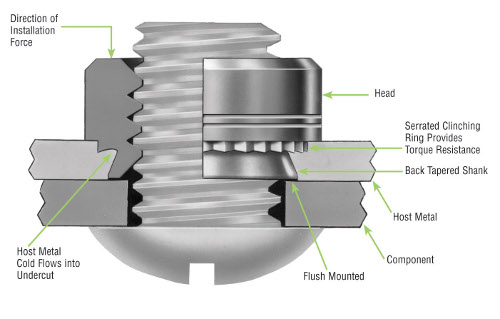
The benefits of all self-clinching fasteners arise from their design, which features a unique annular recess for locking the fastener in place and an element to prevent fastener rotation in service. Regardless of type, self-clinching fasteners install permanently in thin ductile metal sheets by pressing them into place in a properly sized hole and applying sufficient squeezing force. This forces a serrated clinching ring, knurl, ribs, or hex head into the panel surface, displacing sheet material into a specially designed annular recess in the shank or pilot of the fastener, known as an undercut. The metal forced into the undercut secures the fastener against axial movement, while a non-round displacer secures the fastener against rotation. No secondary operations are necessary.
Dozens of types and thousands of variations of self-clinching fasteners (steel, stainless steel, or aluminum) have been engineered over the years.
Notable product families include threaded and through hole, spacers and standoffs, captive screw assemblies, cable tie mounts and hooks, and face-to-face panel mounting hardware, among others. Newly introduced "micro" self-clinching fasteners have expanded application possibilities, especially in the consumer electronics marketplace offering smaller thread sizes and thinner sheet capability than legacy product, and innovative fastener designs continue to be introduced to meet new and emerging application needs.
Case study:
A laser-leveling device developed by a manufacturer incorporates a rotating laser beam. The laser is placed on a bracket that floats on springs, which ensures that the laser beam is always horizontal, performing as a gyro. But special weld nuts for mounting were causing several problems in the assembly of the gyro, including misplaced studs, studs placed in an angle other than 90 deg, and weld spatter. All adversely affected the gyro's function. Design engineers turned to self-clinching studs to replace the weld nuts, which solved the problems (they were installed permanently exactly where specified) and contributed to a cleaner assembly process (without the spatter).
Self-clinching fasteners can be installed manually in small quantities with a tool as simple as an arbor press. For high-volume jobs, fasteners can be fed automatically using a dedicated installation press or to in-die equipment. In all applications the sheet material must always meet three basic requirements for success:
- Metal sheets into which the fastener will be installed must have adequate ductility to allow the displaced sheet material to cold flow into the undercut without fracturing.
- Metal sheets into which the fastener will be installed must be sufficiently softer (typically 20 points on Rockwell B Scale) than the fastener so that the fastener itself does not significantly deform during the installation process.
- Sheets must meet the minimum sheet thickness required by the particular fastener. Most legacy self-clinching fastener product families can be installed into sheets as thin as 0.76 mm, with several families going down to 0.51 mm. However, with trends toward thinner sheets, new product families have been released for sheets as thin as 0.4 mm and designs for even thinner sheets are being developed. Typically, there is no specified maximum thickness required for the sheets.
A particular function offered by a specific type of self-clinching fastener often will make a compelling case for the part's specification.
As just one example, in creating right-angle designs (such as in chassis construction or attaching interior components in enclosures) traditional methods have included bent tabs and relief slots, brackets and hardware, and/or welding. Each, however, tends to raise performance and/or production concerns.
In electronic enclosures where EMI is an issue, the "holes" created when bent tabs are used can impact negatively on desired shielding. Where tabs are welded, an extra production step is forced and attendant plating/finish problems can occur. Where right-angle brackets are used for mounting, a variety of additional necessary hardware includes attaching screws, washers, lock washers, and nuts, which tend to hamper assembly time and increase parts inventory.
For these reasons, design engineers often will be on the lookout for other ways to create right-angle attachment points that can contribute to the desired end-product integrity, reliability, and production efficiencies. Clinch-type threaded and unthreaded fasteners suited for the production of right-angle assemblies offer a solution by eliminating any need for tab cutouts, brackets, welding, extra hardware, or secondary tapping operations. The outcome: more predictable designs and tighter design control.
Case study:
A manufacturer's two-piece enclosures benefited by specifying six aluminum unthreaded self-clinching fasteners and compatible thread forming screws to create right-angle attachment points. The result: Fastening hardware in each enclosure was reduced by half, per-unit assembly time decreased to 15 min instead of 1-1/2 hr, and two fabricating steps were eliminated. Punching and bending operations have become unnecessary.

A final note: Designers can reinforce their decision-making in properly specifying a fastener for the application by enlisting a supplier's support and resident resources in the early stages of the design process. Even after a fastener is specified, new assembly challenges or changes in end-product design may occur and such a partnership can help keep the door open to invaluable experience and assistance.
About the author
Leon M. Attarian is director of Global Marketing for PennEngineering.
Email Leon at lattarian@pemnet.com.
Want more information? Click below.
PennEngineering
Published February 2019
Rate this article
View our terms of use and privacy policy