 |
| June 16, 2020 | Volume 16 Issue 23 |
Mechanical News & Products

Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Engineer's Toolbox: How to design the optimum hinge
 Although many pin styles are available, Coiled Spring Pins are particularly well suited for
use in both friction- and free-fit hinges. To achieve optimum long-term hinge performance,
designers should observe these helpful design guidelines from SPIROL.
Although many pin styles are available, Coiled Spring Pins are particularly well suited for
use in both friction- and free-fit hinges. To achieve optimum long-term hinge performance,
designers should observe these helpful design guidelines from SPIROL.
Read the full article.
Innovative new robo welding gun
 Comau's newest N-WG welding gun is designed for high-speed spot welding for traditional, hybrid, and electric vehicles, in addition to general industry sectors. It features a patented, single-body architecture that enables rapid reconfiguration between welding types and forces, and it delivers consistent performance across a broad range of applications, including steel and (soon) aluminum welding. It supports both X and C standard gun configurations, has fast arm exchange, and universal mounting options. It is fully compatible with major robot brands and represents a significant advancement in spot welding performance and cost efficiency.
Comau's newest N-WG welding gun is designed for high-speed spot welding for traditional, hybrid, and electric vehicles, in addition to general industry sectors. It features a patented, single-body architecture that enables rapid reconfiguration between welding types and forces, and it delivers consistent performance across a broad range of applications, including steel and (soon) aluminum welding. It supports both X and C standard gun configurations, has fast arm exchange, and universal mounting options. It is fully compatible with major robot brands and represents a significant advancement in spot welding performance and cost efficiency.
Learn more.
What's a SLIC Pin®? Pin and cotter all in one!
 The SLIC Pin (Self-Locking Implanted Cotter Pin) from Pivot Point is a pin and cotter all in one. This one-piece locking clevis pin is cost saving, fast, and secure. It functions as a quick locking pin wherever you need a fast-lock function. It features a spring-loaded plunger that functions as an easy insertion ramp. This revolutionary fastening pin is very popular and used successfully in a wide range of applications.
The SLIC Pin (Self-Locking Implanted Cotter Pin) from Pivot Point is a pin and cotter all in one. This one-piece locking clevis pin is cost saving, fast, and secure. It functions as a quick locking pin wherever you need a fast-lock function. It features a spring-loaded plunger that functions as an easy insertion ramp. This revolutionary fastening pin is very popular and used successfully in a wide range of applications.
Learn more.
Engineering challenge: Which 3D-printed parts will fade?
 How does prolonged exposure to intense UV light impact 3D-printed plastics? Will they fade? This is what Xometry's Director of Application Engineering, Greg Paulsen, set to find out. In this video, Paulsen performs comprehensive tests on samples manufactured using various additive processes, including FDM, SLS, SLA, PolyJet, DLS, and LSPc, to determine their UV resistance. Very informative. Some results may surprise you.
How does prolonged exposure to intense UV light impact 3D-printed plastics? Will they fade? This is what Xometry's Director of Application Engineering, Greg Paulsen, set to find out. In this video, Paulsen performs comprehensive tests on samples manufactured using various additive processes, including FDM, SLS, SLA, PolyJet, DLS, and LSPc, to determine their UV resistance. Very informative. Some results may surprise you.
View the video.
Copper filament for 3D printing
 Virtual Foundry, the company that brought us 3D-printable lunar regolith simulant, says its popular Copper Filamet™ (not a typo) is "back in stock and ready for your next project." This material is compatible with any open-architecture FDM/FFF 3D printer. After sintering, final parts are 100% pure copper. Also available as pellets. The company says this is one of the easiest materials to print and sinter. New Porcelain Filamet™ available too.
Virtual Foundry, the company that brought us 3D-printable lunar regolith simulant, says its popular Copper Filamet™ (not a typo) is "back in stock and ready for your next project." This material is compatible with any open-architecture FDM/FFF 3D printer. After sintering, final parts are 100% pure copper. Also available as pellets. The company says this is one of the easiest materials to print and sinter. New Porcelain Filamet™ available too.
Learn more and get all the specs.
Copper foam -- so many advantages
 Copper foam from Goodfellow combines the outstanding thermal conductivity of copper with the structural benefits of a metal foam. These features are of particular interest to design engineers working in the fields of medical products and devices, defense systems and manned flight, power generation, and the manufacture of semiconductor devices. This product has a true skeletal structure with no voids, inclusions, or entrapments. A perennial favorite of Designfax readers.
Copper foam from Goodfellow combines the outstanding thermal conductivity of copper with the structural benefits of a metal foam. These features are of particular interest to design engineers working in the fields of medical products and devices, defense systems and manned flight, power generation, and the manufacture of semiconductor devices. This product has a true skeletal structure with no voids, inclusions, or entrapments. A perennial favorite of Designfax readers.
Learn more.
Full-color 3D-printing Design Guide from Xometry
 With Xometry's PolyJet 3D-printing service, you can order full-color 3D prints easily. Their no-cost design guide will help you learn about different aspects of 3D printing colorful parts, how to create and add color to your models, and best practices to keep in mind when printing in full color. Learn how to take full advantage of the 600,000 unique colors available in this flexible additive process.
With Xometry's PolyJet 3D-printing service, you can order full-color 3D prints easily. Their no-cost design guide will help you learn about different aspects of 3D printing colorful parts, how to create and add color to your models, and best practices to keep in mind when printing in full color. Learn how to take full advantage of the 600,000 unique colors available in this flexible additive process.
Get the Xometry guide.
Tech Tip: How to create high-quality STL files for 3D prints
 Have you ever 3D printed a part that had flat spots or faceted surfaces where smooth curves were supposed to be? You are not alone, and it's not your 3D printer's fault. According to Markforged, the culprit is likely a lack of resolution in the STL file used to create the part.
Have you ever 3D printed a part that had flat spots or faceted surfaces where smooth curves were supposed to be? You are not alone, and it's not your 3D printer's fault. According to Markforged, the culprit is likely a lack of resolution in the STL file used to create the part.
Read this detailed and informative Markforged blog.
Test your knowledge: High-temp adhesives
 Put your knowledge to the test by trying to answer these key questions on how to choose the right high-temperature-resistant adhesive. The technical experts from Master Bond cover critical information necessary for the selection process, including questions on glass transition temperature and service temperature range. Some of the answers may surprise even the savviest of engineers.
Put your knowledge to the test by trying to answer these key questions on how to choose the right high-temperature-resistant adhesive. The technical experts from Master Bond cover critical information necessary for the selection process, including questions on glass transition temperature and service temperature range. Some of the answers may surprise even the savviest of engineers.
Take the quiz.
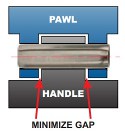
Engineer's Toolbox: How to pin a shaft and hub assembly properly
 One of the primary benefits of using a coiled spring pin to affix a hub or gear to a shaft is the coiled pin's ability to prevent hole damage. Another is the coiled pin absorbs wider hole tolerances than any other press-fit pin. This translates to lower total manufacturing costs of the assembly. However, there are a few design guidelines that must be adhered to in order to achieve the maximum strength of the pinned system and prevent damage to the assembly.
One of the primary benefits of using a coiled spring pin to affix a hub or gear to a shaft is the coiled pin's ability to prevent hole damage. Another is the coiled pin absorbs wider hole tolerances than any other press-fit pin. This translates to lower total manufacturing costs of the assembly. However, there are a few design guidelines that must be adhered to in order to achieve the maximum strength of the pinned system and prevent damage to the assembly.
Read this very informative SPIROL article.
What's new in Creo Parametric 11.0?
 Creo Parametric 11.0 is packed with productivity-enhancing updates, and sometimes the smallest changes make the biggest impact in your daily workflows. Mark Potrzebowski, Technical Training Engineer, Rand 3D, runs through the newest functionality -- from improved surface modeling tools to smarter file management and model tree navigation. Videos provide extra instruction.
Creo Parametric 11.0 is packed with productivity-enhancing updates, and sometimes the smallest changes make the biggest impact in your daily workflows. Mark Potrzebowski, Technical Training Engineer, Rand 3D, runs through the newest functionality -- from improved surface modeling tools to smarter file management and model tree navigation. Videos provide extra instruction.
Read the full article.
What's so special about wave springs?
 Don't settle for ordinary springs. Opt for Rotor Clip wave springs. A wave spring is a type of flat wire compression spring characterized by its unique waveform-like structure. Unlike traditional coil springs, wave springs offer an innovative solution to complex engineering challenges, producing forces from bending, not torsion. Their standout feature lies in their ability to compress and expand efficiently while occupying up to 50% less axial space than traditional compression springs. Experience the difference Rotor Clip wave springs can make in your applications today!
Don't settle for ordinary springs. Opt for Rotor Clip wave springs. A wave spring is a type of flat wire compression spring characterized by its unique waveform-like structure. Unlike traditional coil springs, wave springs offer an innovative solution to complex engineering challenges, producing forces from bending, not torsion. Their standout feature lies in their ability to compress and expand efficiently while occupying up to 50% less axial space than traditional compression springs. Experience the difference Rotor Clip wave springs can make in your applications today!
View the video.
New Standard Parts Handbook from JW Winco
 JW Winco's printed Standard Parts Handbook is a comprehensive 2,184-page reference that supports designers and engineers with the largest selection of standard parts categorized into three main groups: operating, clamping, and machine parts. More than 75,000 standard parts can be found in this valuable resource, including toggle clamps, shaft collars, concealed multiple-joint hinges, and hygienically designed components.
JW Winco's printed Standard Parts Handbook is a comprehensive 2,184-page reference that supports designers and engineers with the largest selection of standard parts categorized into three main groups: operating, clamping, and machine parts. More than 75,000 standard parts can be found in this valuable resource, including toggle clamps, shaft collars, concealed multiple-joint hinges, and hygienically designed components.
Get your Standard Parts Handbook today.
Looking to save space in your designs?
 Watch Smalley's quick explainer video to see how engineer Frank improved his product designs by switching from traditional coil springs to compact, efficient wave springs. Tasked with making his products smaller while keeping costs down, Frank found wave springs were the perfect solution.
Watch Smalley's quick explainer video to see how engineer Frank improved his product designs by switching from traditional coil springs to compact, efficient wave springs. Tasked with making his products smaller while keeping costs down, Frank found wave springs were the perfect solution.
View the video.
Top die casting design tips
 You can improve the design and cost of your die cast parts with these top tips from Xometry's Joel Schadegg. Topics include: Fillets and Radii, Wall Thicknesses, Ribs and Metal Savers, Holes and Windows, Parting Lines, and more. Follow these recommendations so you have the highest chance of success with your project.
You can improve the design and cost of your die cast parts with these top tips from Xometry's Joel Schadegg. Topics include: Fillets and Radii, Wall Thicknesses, Ribs and Metal Savers, Holes and Windows, Parting Lines, and more. Follow these recommendations so you have the highest chance of success with your project.
Read the full Xometry article.
Air Force Research Lab improving processes for fabricating aircraft engine inlet ducts

The Kratos XQ-58 Valkyrie is an experimental stealthy unmanned combat aerial vehicle designed and built by Kratos Defense & Security Solutions for the United States Air Force Low Cost Attritable Strike Demonstrator program, under the USAF Research Laboratory's Low Cost Attritable Aircraft Technology project portfolio. [Photo: AFRL]
By Donna Lindner, Air Force Research Laboratory, Wright-Patterson Air Force Base, Ohio
Aircraft engine inlet ducts provide the engine compressor with a constant supply of air to prevent the compressor from stalling. Since the inlet is directly exposed to the impacting airflow, it must create as little drag as possible. The smallest gap in airflow supply can cause major engine problems as well as significant efficiency losses.
Part of the Air Force 2030 Science and Technology strategy includes the deployment of low-cost Unmanned Aerial Systems in mass to assist in future near-peer engagements. In order to realize this vision, new manufacturing strategies need to be identified that can support the rapid manufacturing of high-quality aerospace components at costs that are lower than what are currently available using legacy manufacturing processes.
If the inlet duct is to retain its function of providing sufficient air with minimum turbulence, it must be clean and flawless.
The Air Force Research Laboratory's Manufacturing and Industrial Technologies Division and the contractor team of Cornerstone Research Group, A&P Technology, and Spintech LLC conducted research to quantify the benefits of replacing legacy manufacturing processes with novel processes for the fabrication of an 11-ft-long, S-shaped engine inlet duct.

An 11-ft-long unmanned aircraft system inlet duct preform is shown prior to resin infusion. [Photo: AFRL]
The legacy fabrication process for the inlet duct consists of composite material preimpregnated with a synthetic resin, applied by hand, to a multi-piece steel mandrel. The mandrel is packaged and placed in an autoclave for processing. An autoclave is essentially a heated pressure vessel that supplies heat to activate resin curing and pressure to ensure there is minimal absorbency in the fully cured composite part.
The approach replaces the hand-applied composite prepreg with an automated overbraid process that applies dry fiber to a mandrel. The very heavy multi-piece steel mandrel was replaced with a light-weight, single-piece shape-memory polymer (SMP) mandrel, and the dry braided carbon fiber was processed with a low-cost epoxy resin using a vacuum-assisted resin transfer molding process.
One of the primary goals of this program is to understand part cost and production time benefits from introducing the new tooling and processing solutions.
The team completed element analysis finalization of the overbraid architecture, fabrication of a shape-memory polymer forming tool, and construction of the SMP mandrel that will serve as the tool during the preform overbraid process.
Because of inlet duct geometrical complexity, multiple iterations will be necessary to optimize the overbraid machine settings and thus minimize composite material wrinkling. A total of four inlet ducts will be fabricated, and legacy part cost and production time will be compared to the new design.
"We believe that the introduction of a reusable shape-memory polymer mandrel together with the automated overbraid process and an oven-based VARTM composite cure will lead to significant cost and cycle time reductions," said Craig Neslen, manufacturing lead for the Low Cost Attritable Aircraft Technology Initiative in the Manufacturing and Industrial Technologies Division. "Quantifying the manufacturing benefits and validating structural integrity will be critical to establishing a positive business case and convincing designers and manufacturers that the new materials and processes should be incorporated into future low-cost engine inlet duct designs."
The final inlet duct will be delivered to the government for further integration into the Aerospace System's Directorate's complementary airframe design and manufacturing program. Personnel at the Aerospace Vehicles Division will conduct static ground testing of the integrated braided fuselage and inlet duct structure.
"While we have yet to define all of the implications of attrition tolerance on design criteria and the resulting manufacturing materials and processes utilized, we do have a baseline with threshold requirements for strength and stiffness which we will assess via full-scale airframe ground tests," said Ray Fisher, aerospace engineer in the Aerospace Vehicles Division.
Published June 2020
Rate this article
View our terms of use and privacy policy