 |
| April 16, 2013 | Volume 09 Issue 15 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
New Shore testing methods in the nano-range
Brushless miniature drives allow quality control for tiny elastomer finished parts.
Material hardness is an important product attribute when parts are manufactured from flexible polymers. One measuring method in this area is Shore A hardness measuring. In this process, a test piece is pressed onto the material. The smaller the test needle used, the better tiny and ultra-miniature items can be measured. The most important fators here are an exact positioning and an exactly repeatable test sequence.
Only a consistently modifiable test load at the needle tip will enable a secure characterization of the material. Electronically commutated miniature DC servomotors are the drive of choice here. With integrated motion controllers and an RS232 interface, they represent an exact mechanical link between measuring computer and test probe.
We encounter elastomers, i.e. "rubber-like" materials, daily. Like other products, one can observe a trend here toward increasingly smaller items. Until now, the testing method used in accordance with DIN 53505 was carried out with a comparatively large, conical-shaped needle. Now, Q-TEC GmbH, based in Zeilarn, Germany, has been successful in geometrically scaling down the physical procedure, thus allowing the measurement of both ultra-miniature samples and the precise points of larger product pieces. For the exact positioning and force adjustment of the test probe, miniaturized up to a factor of 10, they teamed up with the FAULHABER specialists for ultra-miniature drives. The collaboration resulted in a compact measuring device able to implement standard specification in miniaturized form.

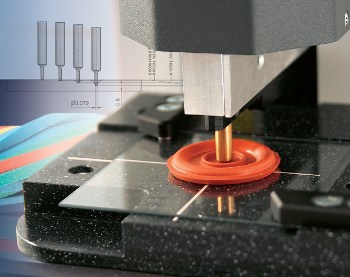
The compact, nano-Shore Durometer instrument for direct measurements on the elastomer.
Measuring hardness
The Shore hardness measuring method is based on purely physical procedures. In order to cover the widest hardness range possible, both the test needle's geometry and the force progression is preset for the measurement. If the needle only penetrates superficially into the hard elastomer, the penetration force is increased. This allows soft materials to be measured accurately with a lower penetration force and longer measurement range -- and also hard materials with a smaller penetration depth and, simultaneously, higher force at the needle tip. This standard procedure enables the hardness to be determined from a minimum test thickness of 4 mm to 6 mm with a bearing surface approximately 18 mm in diameter. Specially manufactured test plates are generally used in this process.
The new measuring procedure is based on the comparative load characteristic of geometrically miniaturized bodies. So the hardness of the test specimens can now be measured with a needle reduced in size by a factor of 10, the point of which corresponds approximately to the diameter of a human hair, beginning with thicknesses as low as 0.5 mm. This opens up completely new possibilities. For instance, a range of targeted parameters used in production, including injection velocity, vulcanization temperature, or annealing rate, can be varied in order to arrive at an optimal product result verified in the hardness test. The standard measuring range of the new devices spans from 10 Shore A to 95 Shore A. As the small needle is not prestressed, very soft materials can also be measured without having to switch to other measuring methods. To this end, the measuring range can also be extended to the range of -5 Shore A to 100 Shore A.
Precise measuring by miniature drive
In order to pinpoint the particular measuring position for ultra-miniature samples with the nano-Shore durometer, developers use a specimen holder with a laser-positioning reticle. In this way, regardless of the item's geometry, the penetration point is defined via the reticle. Measurements at different positions, such as wave crests or troughs, are possible without any problems whatsoever on the top of the protrusion or the base surface. The procedure can also be successfully used for composite materials. Starting from a cross-section of 1 mm2, qualified results are assured. Once the laser allows the predetermined position to be targeted, the vertical measuring movement of the needle is pinpointed through a miniature servomotor.
Penetration example on an O-ring.
FAULHABER application engineers had to keep several application requirements in mind when selecting the motor: a small design to comply with the compact device measurements, the largely self-powered operation of the motor to reduce the load on the device electronics, and (naturally) a high resolution in positioning mode. For this special case, a DC servomotor with integrated motion controller proved to be ideal for measuring dimensions of 35 mm in diameter and 83 mm in length. With 50-mNm output torque on the shaft and up to a 90-W power rating, the mechanical system can be positioned without any problems whatsoever. The connected controller provides speed control, precise speed profiles, stepper motor mode, and positioning mode. The latter is of key importance here. With a resolution up to 1/3,000 revolution and the option of accounting for reference marks and limit switch positions, the drive is able to follow the precise specifications of the measuring instrument electronics.
An RS232 interface enables communication with the external logic. The controller intelligence processes all drive-relevant data internally, thereby reducing the load on the actual electronic measuring equipment. What's more, self-security against overloads and excess voltage as well as an error output are integrated into the drive. The desired functions, such as run programs, speed ramps, etc., can be stored in the motion controller.
Modern micro-drive technology is able to match the diversity of its larger technological brothers in every way. Internal sensor system and controller technology compute drive-relevant data within the drive. In this way, developers no longer have to concern themselves with the actual drive technology. In many cases, this significantly reduces both overall development costs and the time to market.
For more information on the DC servomotors used in this device, visit MICROMO at www.micromo.com.
For more information on this device, visit www.q-tec-gmbh.de.
Source: MICROMO
Published April 2013
Rate this article
View our terms of use and privacy policy