 |
| November 10, 2015 | Volume 11 Issue 42 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Custom rifle barrel makers learn trick from fabricators of less-sophisticated pieces
By Dave Sengelaub, Application Engineer, Sunnen
Hammer forged barrels are not well thought of by precision rifle shooters, but a critical manufacturing process used by the hammer forging guys is suddenly getting attention from custom barrel makers today.
It's honing.
Honing produces a high-quality bore surface fast, which is critical to hammer forging. Surface imperfections in a barrel blank before hammer forging will tend to be amplified as the blank is formed on the rifling mandrel. And if the bore is chromed afterward, imperfections in the surface finish become even more obvious.

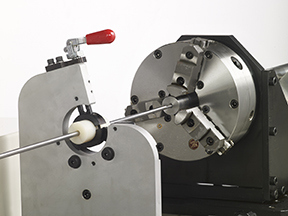
Sunnen HTE Tube Hone machine.
Surface finish is the one feature of the barrel that cannot be controlled in hammer forging: Garbage in, garbage out.
You may ask, "What about a reamed bore finish?" Sure, hammer-forged barrel blanks are gun drilled and reamed, just like all barrels. But a reamer starts to dull after the first part; scratches in the bore get rougher.
For this reason, makers of hammer forged barrels regularly hone the bores of barrel blanks to enhance the product and improve process consistency.
Honing dramatically improves bore diameter size uniformity and accuracy, surface finish, and roundness throughout the length of the barrel. It can certainly be used in place of a pre-rifling lap. The chief difference between a lapped and honed bore is the direction of the finish lines in the bore.
Honing leaves fine spiraling crosshatch lines, while a lap leaves lines going longitudinally in the bore. After rifling, the manufacturer can remove the crosshatch finish with a quick lap if desired. Honing is fast, accurate, and can be automated. Its surface quality and geometry can duplicate lapping, except for the longitudinal lines of the lapped finish. Honing is one of the processes used to make affordable, mass-produced, hammer-forged barrels that regularly hit MOA (minute of angle) accuracies.
MOA accuracy may be a joke to precision benchrest shooters, but it's a breakthrough for the consumer market, and competition has some manufacturers bragging about half-MOA as their new standard.

For custom barrel makers, honing's a time-saver and cost cutter. A few minutes on a honing machine can cut lapping times in half, leaving a crosshatched surface finish in single or low double-digit Ra. Honing is the same process used to make diesel fuel injectors with bore roundness and straightness controlled to fractions of a micron (<0.000040"), with surface finish Ra ?0.15 µm (6 µin).
The maker of these machines, Sunnen Products Company, has also been a supplier to defense contractors and discriminating commercial firearms makers for decades. The company recently introduced a new machine for .17 to .50 caliber. Its spindle can correct bore-size imperfections so small only an air gage can measure them. Early users aim to make sub-minute accuracy the norm for their standard rifle barrels. Custom barrel makers are catching on to this too, so it's time for a tip of the hat to the hammer forging guys for leading the way.
Learn more about the Sunnen HTE 1600W Tube Hone here.
Published November 2015
Rate this article
View our terms of use and privacy policy